SETTORE DEL TAGLIO LASER
Il laser è diventato uno strumento universale in diversi settori produttivi. Il laser viene utilizzato regolarmente nelle lavorazioni di metalli e altri materiali. Si ricorre con frequenza al laser per i seguenti scopi: taglio, saldatura, brasatura, trattamento superficiale, marcatura, microlavorazione, deposizione con laser a impulsi, litografia e allineamento.
Si prevede che il mercato mondiale delle macchine per taglio laser raggiungerà i 5,7 miliardi di dollari entro il 2022, crescendo con un CAGR del 9,3% tra il 2016 e il 2022.
Tra i principali produttori di macchine per taglio laser vi sono:
- Rofin-Sinar
- Trumpf
- Amada
- Bystronic
- Mazak
I metodi di lavorazione al laser offrono diversi vantaggi rispetto alla lavorazione meccanica tradizionale. Tra questi:
- Precisione e accuratezza elevate nella manipolazione di una serie di materiali.
- Finiture di alta qualità e taglio pulito delle superfici.
- Fabbricazione di strutture fini e compatte.
- Nessuna sollecitazione meccanica causata da trapani e lame.
- Lavorazione più rapida e incremento della produttività.
- Possibilità di tagliare i materiali di processo senza doverli manipolare.
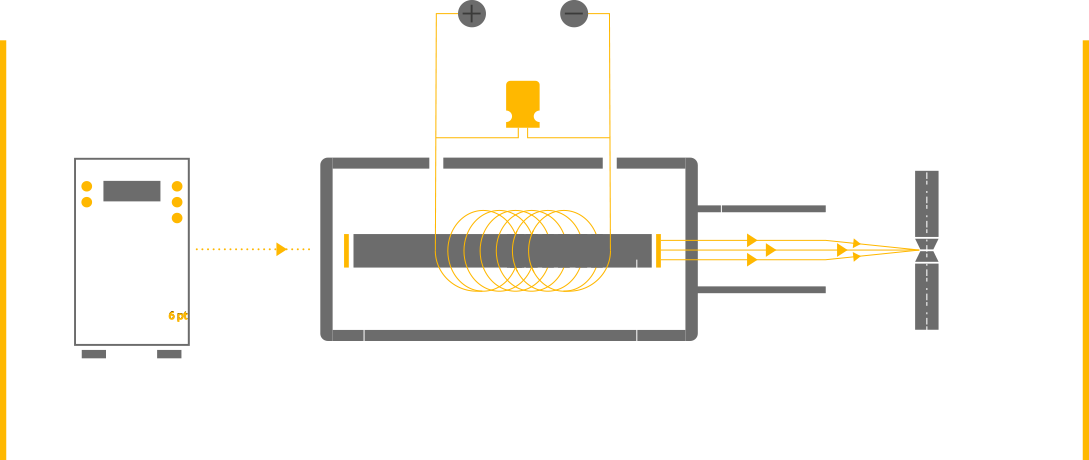
Le tecniche laser impiegano di solito intensità ottiche elevate in un’area circoscritta del materiale da sottoporre a trattamento. L’alto livello di energia conduce alla generazione di un calore intenso (che evapora) e plasma. Controllando l’alto livello di energia, è possibile manipolare il materiale di processo per tagliare, incidere, marcare, etc. L’elevata coerenza spaziale del laser può essere indirizzata in modo preciso o fatta pulsare per raggiungere il necessario grado di precisione durante la lavorazione del materiale.
Nelle applicazioni laser, i refrigeratori svolgono un ruolo essenziale. Per garantire l’affidabilità del laser, infatti, sono diversi i componenti del sistema che hanno bisogno di essere raffreddati. Se non si elimina abbastanza calore, si rischia di ridurre la precisione di taglio o deformare alcune parti del laser. Talvolta, questo problema può causarne altri, come ad esempio costosi tempi di fermo e aumento dei costi di manutenzione delle macchine laser.