APPLICAZIONI HYPERCHILL

SELEZIONA POSIZIONE
Quello della plastica è uno dei maggiori e più importanti mercati per ciò che concerne il raffreddamento di processo, e il raffreddamento di precisione è un fattore di successo cruciale nella produzione di materie plastiche formate. Il controllo di precisione della temperatura garantisce quanto segue:
- Stabilità dimensionale del prodotto di plastica.
- Maggiore qualità del prodotto finito.
Se non si effettua un adeguato raffreddamento, il prodotto finito può presentare difetti superficiali. Tra questi, presenza di bolle, ruvidità, difetti strutturali e opacizzazione.
Le modalità più comuni di lavorazione della plastica che richiedono un raffreddamento di precisione sono:
- Stampaggio a iniezione.
- Formatura per estrusione.
- Soffiaggio / Formatura del PET.
I refrigeratori Hyperchill e Hyperchill Plus rappresentano una soluzione ideale per il settore della plastica, poiché in un “unico pacchetto” riescono a soddisfare le esigenze dei clienti.
RAFFREDDAMENTO NEL PROCESSO DI STAMPAGGIO A INIEZIONE DELLA PLASTICA
Il processo di stampaggio a iniezione rappresenta una parte significativa di tutti i prodotti di plastica realizzati a livello mondiale. Tra i prodotti stampati a iniezione vi sono interruttori elettrici, bidoni dei rifiuti con le ruote, interi cruscotti auto, etc. Il processo è compatibile sia con la termoplastica che con la materia plastica termoindurente. Alcuni dei materiali comunemente utilizzati sono: polistirene, ABS, poliammide, polipropilene, polietilene e PVC. Quasi tutti i settori produttivi fanno uso, sotto qualche forma, di componenti stampati a iniezione.
Il seguente diagramma mostra una tipica macchina per stampaggio a iniezione:
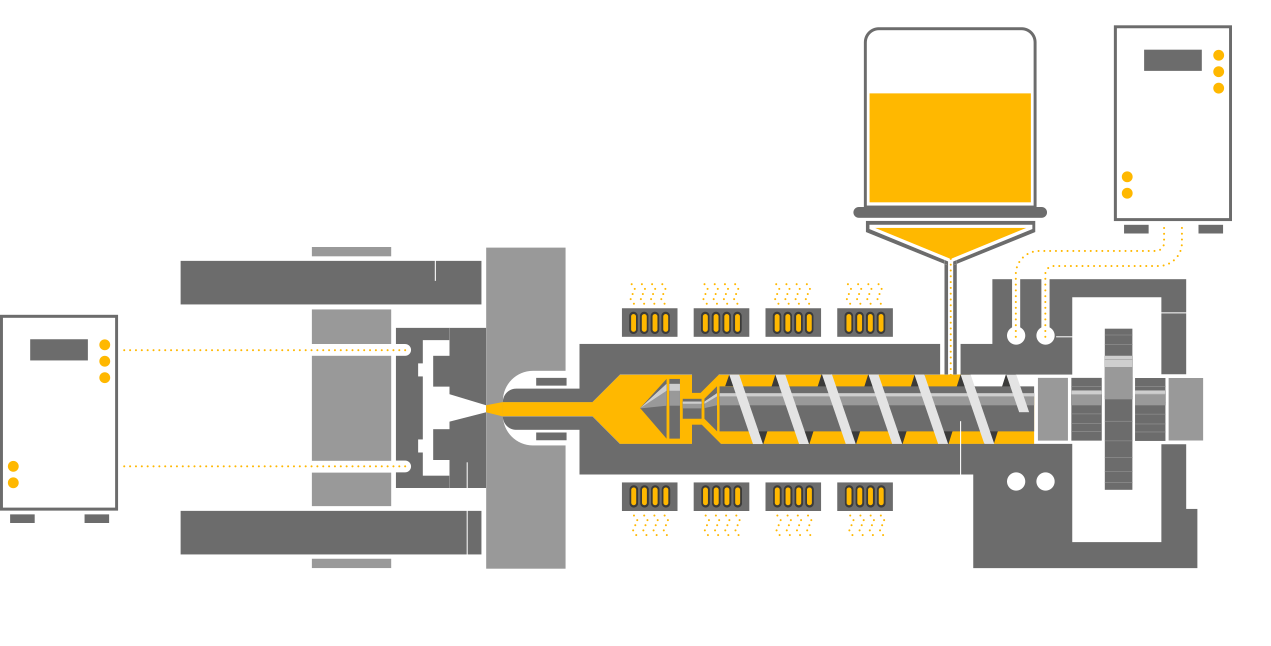
Il raffreddamento è fondamentale per il processo e viene effettuato con le seguenti finalità:
- Raffreddamento dello stampo, per ridurre i tempi di raffreddamento che precedono l’espulsione del prodotto finito dalla macchina.
- Rimozione del carico termico dal sistema con motore idraulico delle macchine, utilizzato per azionare i componenti meccanici.
STAMPAGGIO A INIEZIONE - RAFFREDDAMENTO DELLO STAMPO
Il processo di stampaggio a iniezione si compone di quattro fasi. La fase di raffreddamento è fondamentale per il processo e spesso consiste nel raffreddamento diretto operato mediante un refrigeratore.


Chiusura
Le due metà dello stampo vengono chiuse saldamente dall’unità di chiusura prima dell’iniezione di plastica fusa. Il dispositivo di serraggio imprime una forza sufficiente a tenere lo stampo in posizione durante l’iniezione. La regolazione della chiusura richiede normalmente più tempo in presenza di macchine di dimensioni maggiori, capaci di imprimere più forza.
Iniezione
Nella macchina per stampaggio a iniezione viene introdotta materia plastica grezza (normalmente sotto forma di granuli), che entra poi nel gruppo vite. L’applicazione di calore e pressione fonde la plastica man mano che questa si sposta lungo la vite. La plastica fusa viene quindi rapidamente iniettata nello stampo fino a che questo non si riempia del tutto per effetto della pressione applicata.
Raffreddamento
Lo stampo raffreddato ad acqua fa sì che la plastica inizi a raffreddarsi non appena entra in contatto con la superficie interna dello stampo stesso. Man mano che si raffredda, la plastica si solidifica assumendo la forma del componente desiderato. Durante il raffreddamento, il componente potrebbe ridursi di volume. Aggiungendo ulteriore materiale in fase di iniezione, questo raggiunge lo stampo limitando eventuali riduzioni visibili del volume.
Il raffreddamento dello stampo è importante se si pensa che il prodotto non può essere espulso fino a quando non risulti sufficientemente freddo. Un raffreddamento efficiente incrementa la produttività ed evita inutili tempi di fermo. L’acqua viene di solito impiegata come agente refrigerante principale. Per accorciare i tempi di raffreddamento, viene convogliata in condotte che attraversano lo stampo. Alla riduzione della temperatura dello stampo corrispondono, normalmente, maggior efficienza e tempi di ciclo di produzione più rapidi.
Espulsione
Trascorso il tempo necessario, il componente raffreddato è pronto per essere espulso dallo stampo tramite il sistema di espulsione posizionato sul retro dello stampo stesso. Una volta aperto lo stampo, viene utilizzato un meccanismo per espellere il componente. Dopo che è stato espulso, lo stampo può essere nuovamente chiuso per la successiva iniezione di materiale.
STAMPAGGIO A INIEZIONE - RAFFREDDAMENTO DELL'IMPIANTO IDRAULICO
Le macchine per stampaggio a iniezione usano di solito una pompa e un circuito idraulici per alimentare la vite, la pressa, lo stampo e i componenti di espulsione. Il fluido idraulico si sposta grazie al lavoro di una pompa, che genera una notevole quantità di calore durante il funzionamento. Circa 1/3 della potenza elettrica impegnata va eliminata dal sistema per evitare che sorgano problemi ai macchinari. Un raffreddamento insufficiente impedisce alla pressa di funzionare in modo corretto, con il risultato che la plastica difficilmente riesce a mantenere la propria forma all’interno dello stampo. Da una scarsa capacità di raffreddamento dipendono la perdita di qualità dei lotti, l’aumento dei prodotti respinti e i frequenti tempi di fermo delle apparecchiature.
L’impianto idraulico utilizza normalmente uno scambiatore di calore olio-acqua. In molti casi, è possibile impiegare un refrigeratore per garantire direttamente agli scambiatori di calore olio-acqua la necessaria capacità di raffreddamento. Negli impianti più grandi, in cui vi sono diverse macchine in funzione.
La capacità di raffreddamento viene di solito garantita alla macchina per stampaggio a iniezione da due circuiti di raffreddamento ad acqua indipendenti:

Circuito chiuso ad alta temperatura per il raffreddamento di applicazioni con olio idraulico. I refrigeratori vengono spesso impiegati in combinazione con un sistema free-cooling e un serbatoio sopraelevato come parte dell’impianto per garantire un’adeguata capacità di raffreddamento a diverse applicazioni

Circuito chiuso a bassa temperatura per il raffreddamento di stampi per la plastica. L’acqua di raffreddamento ha di solito una temperatura compresa tra 10 e 15 °C
Il raffreddamento di precisione non è essenziale come lo è, invece, per le applicazioni con olio idraulico. I refrigeratori vengono spesso impiegati in combinazione con un sistema free-cooling e un serbatoio sopraelevato come parte dell’impianto per garantire un’adeguata capacità di raffreddamento a diverse applicazioni.
Il controllo della temperatura di raffreddamento dello stampo tende ad essere particolarmente importante. Il raffreddamento di precisione è importante per garantire la giusta qualità del prodotto finale e una maggiore produttività. In molti casi, per ogni macchina per stampaggio a iniezione viene installato separatamente un refrigeratore con l’obiettivo di gestire i carichi termici.
RAFFREDDAMENTO NEL PROCESSO DI ESTRUSIONE DELLA PLASTICA
Il processo di estrusione della plastica viene effettuato generalmente per la produzione di volumi elevati e consiste nella fusione di materia plastica grezza allo scopo di produrre pezzi a sezione costante. Tra i prodotti fabbricati per estrusione della plastica vi sono: Tubi rigidi e tubazioni, profilati di tenuta, telai di finestre, lastre di plastica, nastri adesivi e isolanti per fili elettrici.
Il seguente diagramma illustra le fasi di cui si compone il processo di estrusione della plastica:
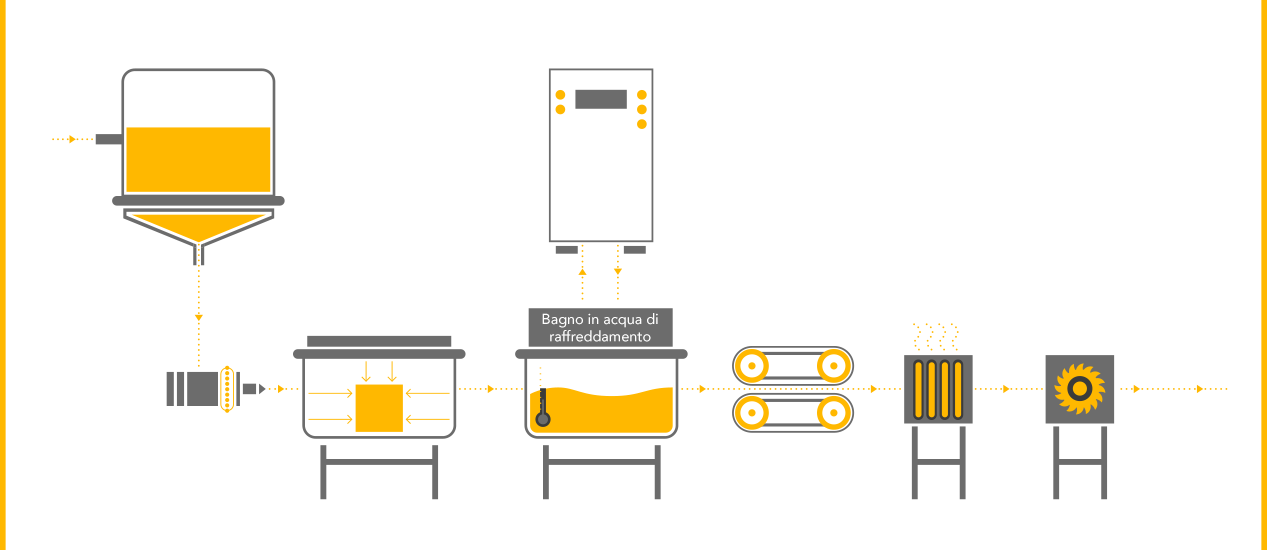
Attraverso la tramoggia di carico vengono inseriti, sfruttando la forza di gravità, granuli termoplastici che raggiungono così il cilindro dell’estrusore. Una vite rotante spinge i granuli di plastica in avanti all’interno del cilindro, riscaldato da resistenze fino alla temperatura di fusione desiderata. La forte pressione e l’elevato attrito all’interno del cilindro generano ulteriore calore.
Nella parte anteriore del cilindro, la plastica fusa lascia la vite spostandosi attraverso un pacco filtri che rimuove eventuali contaminanti presenti. Dopo aver attraversato la piastra filtrante, la plastica fusa fa il proprio ingresso nella filiera, l’elemento che conferisce la forma definitiva al prodotto finale.
Dopo essere uscito dalla filiera, il prodotto deve essere raffreddato; a tal fine, la plastica viene fatta passare attraverso un’ampia vasca d’acqua. Nell’estrusione di tubi rigidi e tubazioni, il prodotto viene spesso raffreddato all’interno di una vasca d’acqua a tenuta stagna e vuoto controllato per evitare il collasso del prodotto fuso appena formato. Una volta che il prodotto è stato adeguatamente raffreddato, può essere avvolto in bobina o tagliato su misura per essere successivamente utilizzato.
Prodotti come le lastre o le pellicole di plastica vengono raffredda mediante appositi rulli di raffreddamento. Nell’estrusione delle lastre, questi rulli non solo garantiscono il raffreddamento necessario, ma servono anche a conferire alle lastre lo spessore e la qualità superficiale che si desidera ottenere.
RAFFREDDAMENTO NEL PROCESSO DI ESTRUSIONE-SOFFIAGGIO
Normalmente, si ricorre all’estrusione-soffiaggio per produrre bottiglie di plastica per bevande. Nel 2018 sono state prodotte circa 508 miliardi di bottiglie di plastica, e si prevede che arriveranno ad essere 583 miliardi entro il 2021. Quasi tutte le bottiglie di plastica sono realizzate con la tecnica del soffiaggio. La maggior parte delle bottiglie di plastica destinate all’industria delle bevande sono fabbricate in polietilentereftalato (PET).
Il seguente diagramma illustra le fasi principali del processo di estrusione-soffiaggio:
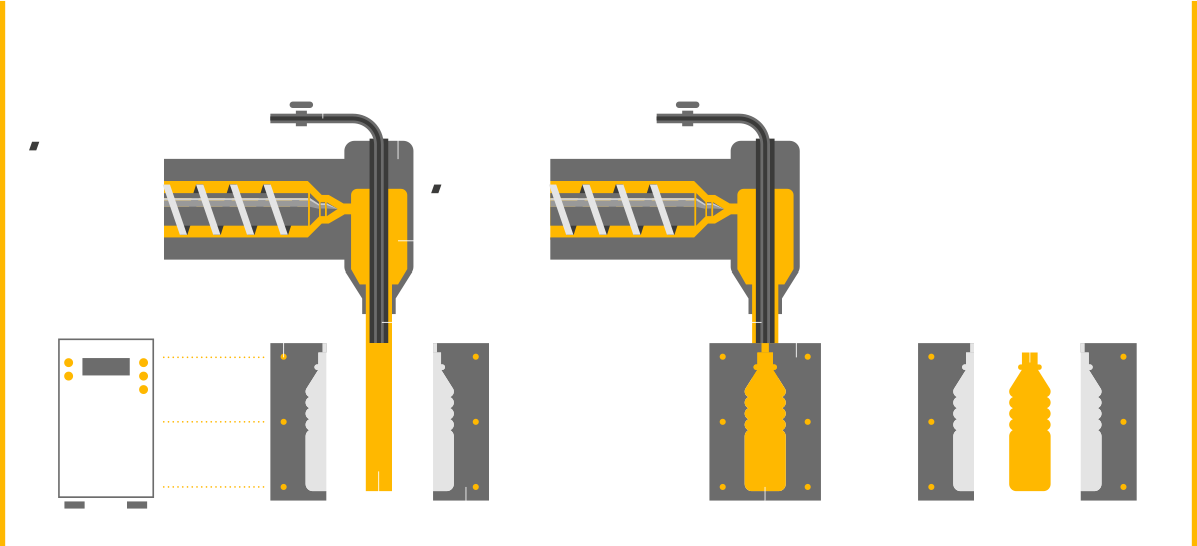
Durante il suddetto processo, la plastica fonde, e mediante un processo di estrusione o stampaggio a iniezione si crea un piccolo tubo cavo detto “parison” (o “preforma”).
Una volta ottenuto, il parison viene chiuso all’interno di uno stampo di metallo dotato di canali di raffreddamento. Viene insufflata aria compressa pulita all’interno del parison, in modo tale che gonfi assumendo la forma della bottiglia cava, del recipiente.
o del componente. La plastica va raffreddata prima dell’espulsione dallo stampo. L’immagine qui di seguito mostra un tipico stampo:

La fase di raffreddamento è fondamentale nel processo di estrusione-soffiaggio. Il prodotto finale viene tecnicamente “congelato” all’interno delle cavità dello stampo mediante un flusso d’acqua fredda che attraversa i canali di raffreddamento.
Dal momento che il soffiaggio impiega, di solito, la tecnica dello stampaggio a iniezione per produrre il parison, occorre rimuovere il carico termico che si accumula nel circuito idraulico con l’attivazione della pressa.
È necessaria maggiore precisione per ciò che concerne la capacità di raffreddamento garantita allo stampo incaricato del raffreddamento del prodotto finale prima dell’espulsione. Le esigenze di raffreddamento tipiche dello stampo sono:
- Intervallo di temperatura dell’acqua normalmente compreso tra 10 e 15 °C.
- Delta di temperatura di circa 2 °C.
- Pressione dell’acqua mantenuta a circa 5 bar.
Per calcolare la capacità di raffreddamento richiesta dallo stampo per soffiaggio, si devono ottenere la temperatura finale interna dello stampo e la quantità di plastica soffiata ogni ora. Successivamente, potrà essere calcolato il carico termico da eliminare, espresso in Kcal/h. Per ulteriori dettagli sul dimensionamento, mettiti in contatto con l’esperto Parker locale.
PERCHÉ SCEGLIERE I REFRIGERATORI PARKER
I refrigeratori Hyperchill e Hyperchill Plus garantiscono un funzionamento sicuro e affidabile in diverse condizioni operative, comprese quelle tipiche delle fabbriche di birra e delle distillerie.
Le caratteristiche di progetto dei prodotti Parker assicurano notevoli vantaggi agli utenti finali nell’industria della birra e della distillazione. Le caratteristiche principali e i vantaggi per l’industria sono i seguenti:
- La configurazione di un serbatoio dell’acqua di dimensioni generose, abbinato a un condensatore / evaporatore sovradimensionato, consente al refrigeratore di mantenere la propria capacità di raffreddamento anche in caso di cambi repentini del carico e della temperatura dell’acqua.
- L’elevata affidabilità e la gestione energetica riducono il costo totale di proprietà.
- Le opzioni di bassa temperatura dell’acqua disponibili (fino a -10 °C) ottimizzato il raffreddamento.
- Il pannello in acciaio inox e l’elevato grado di protezione IP facilitano il funzionamento negli ambienti umidi delle fabbriche di birra.
- I refrigeratori sono pienamente compatibili con le miscele acqua-glicole, rivelandosi ideali per applicazioni impegnative come il raffreddamento del mosto.