APPLICATIONS HYPERCHILL

CHOISISSEZ UN LIEU
La plasturgie est l’un des principaux et des plus vastes marchés du refroidissement de processus et du refroidissement de précision, qui sont des facteurs essentiels à la production de plastiques formés. Un contrôle précis de la température garantit les éléments suivants :
- Stabilité des dimensions du produit.
- Meilleure qualité des produits finis.
Un refroidissement insuffisant peut causer des défauts de surface sur les produits finis. Il peut s’agir, par exemple, de cloques, de rugosité, de défauts structurels et d’opacification.
Les principaux traitements du plastique qui nécessitent un refroidissement de précision sont les suivants :
- Moulage par injection.
- Moulage par extrusion.
- Moulage par soufflage/formage du PET.
Les refroidisseurs Hyperchill et Hyperchill Plus constituent une solution « tout-en-un » idéale pour le marché de la plasturgie.
REFROIDISSEMENT POUR LE PROCESSUS DE MOULAGE DE PLASTIQUE PAR INJECTION
Le moulage par injection est un processus très courant dans la production des plastiques. Les produits moulés par injection vont des commutateurs électriques aux poubelles à roulettes, en passant par les tableaux de bord de voiture. Ce processus est compatible avec les thermoplastiques et les plastiques thermodurcissables. Les matériaux fréquemment utilisés incluent : polystyrène, ABS, polyamides, polypropylène, polyéthylène et PVC. La quasi-totalité des secteurs de fabrication utilisent des pièces plastiques moulées par injection.
Le schéma suivant décrit une machine typique de moulage par injection :
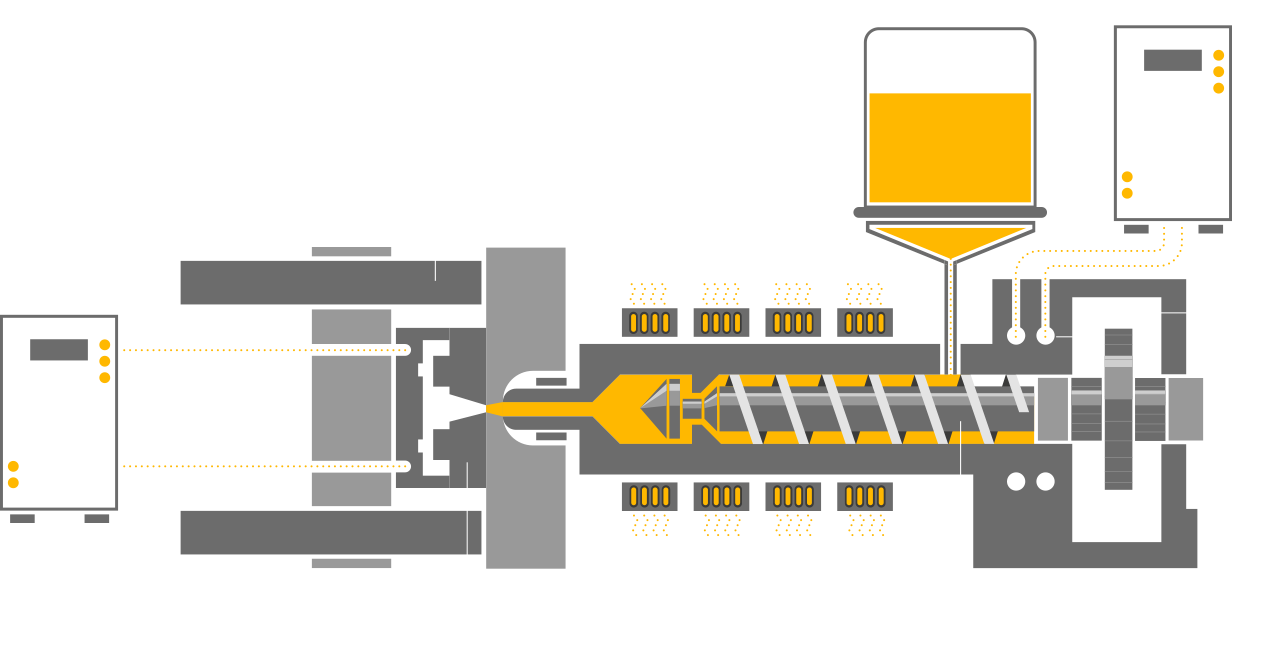
Le refroidissement est essentiel au processus, et il est utilisé aux fins suivantes :
- Refroidissement du moule afin d’accélérer le refroidissement avant l’éjection du produit fini de la machine.
- Élimination de la charge thermique du moteur hydraulique qui entraîne les pièces mécaniques de la machine.
MOULAGE PAR INJECTION - REFROIDISSEMENT DU MOULE
Le processus de moulage par injection comporte quatre étapes. La phase de refroidissement est essentielle et implique souvent un refroidissement direct à l’aide d’un refroidisseur.


Serrage
Les deux moitiés du moule doivent être soigneusement fermées par l’unité de serrage avant l’injection du plastique fondu. Ce dispositif de serrage applique une force suffisante pour maintenir le moule en position pendant l’injection. La mise en place du serrage prend généralement plus de temps avec les plus grandes machines qui génèrent davantage de force.
Injection
Le plastique brut (généralement en granulés) est envoyé dans la machine de moulage par injection et entre dans l’ensemble de vis. De la chaleur et de la pression sont appliquées pour fondre le plastique brut à mesure qu’il progresse sur la vis. Le plastique fondu est ensuite rapidement injecté dans le moule, et la pression garantit que le moule est entièrement rempli.
Refroidissement
Le refroidissement du moule à l’eau permet au plastique de commencer à refroidir dès qu’il touche la surface interne du moule. À mesure que le plastique refroidit, il se solidifie à la forme souhaitée de la pièce. Le refroidissement peut entraîner une rétraction. L’accumulation de matériau pendant la phase d’injection permet d’injecter davantage de matériau dans le moule et de réduire la rétraction visible.
Le refroidissement du moule est important, car le produit ne peut être éjecté que lorsqu’il est suffisamment refroidi. Un refroidissement efficace améliore la cadence de production et évite les temps d’arrêt inutiles. L’agent refroidissant principal est généralement l’eau. Celle-ci est canalisée dans le moule pour accélérer le refroidissement. Une température plus basse du moule est généralement plus efficace, car elle permet de réduire la durée des cycles de fabrication.
Éjection
Après une durée suffisante, la pièce refroidie est éjectée du moule par le système d’éjection situé à l’arrière du moule. Lorsque le moule est ouvert, un mécanisme pousse la pièce. Une fois la pièce éjectée, le moule peut être refermé pour l’injection de la pièce suivante.
MOULAGE PAR INJECTION - REFROIDISSEMENT DU SYSTÈME HYDRAULIQUE
Les machines de moulage par injection utilisent généralement une pompe et un circuit hydrauliques pour alimenter la vis, la presse, le moule et le système d’éjection. Le liquide hydraulique circule grâce à une pompe qui génère une chaleur considérable. Pour éviter tout problème avec la machine, il faut éliminer la chaleur dégagée par environ le tiers de la puissance électrique installée. Un refroidissement insuffisant empêche le fonctionnement optimal de la presse et la conservation de la forme de la pièce dans le moule. Une capacité de refroidissement insuffisante entraîne une baisse de la qualité des lots et une augmentation des taux de rejet, ainsi que des temps d’arrêt fréquents de l’équipement.
Le système hydraulique utilise généralement un échangeur thermique huile/eau. Dans la plupart des cas, un refroidisseur peut fournir directement la capacité de refroidissement aux échangeurs thermiques. Dans les plus grandes installations utilisant plusieurs machines,
la capacité de refroidissement est généralement fournie à la machine de moulage par injection via deux circuits de refroidissements à eau indépendants :

Boucle haute température pour le refroidissement de l’huile hydraulique. Les refroidisseurs sont généralement utilisés avec un refroidissement libre et une tour à eau, dans un système qui alimente plusieurs applications
Boucle basse température pour le refroidissement du moule. La température de l’eau de refroidissement est généralement comprise entre 10 et 15 °C
La précision du refroidissement n’est pas aussi essentielle pour l’application hydraulique. Les refroidisseurs sont généralement utilisés avec un refroidissement libre et une tour à eau, dans un système qui alimente plusieurs applications.
Le contrôle de la température est généralement plus important pour le refroidissement des moules. Le refroidissement de précision est important afin d’assurer la qualité du produit fini et d’améliorer la productivité. Un refroidisseur dédié est généralement installé pour chaque machine de moulage par injection pour gérer les charges de chaleur.
REFROIDISSEMENT POUR LE PROCESSUS D'EXTRUSION DE PLASTIQUE
La méthode par extrusion est généralement utilisée pour la fabrication en grands volumes, où le plastique brut est fondu et formé en un profil continu. Les produits plastiques extrudés incluent notamment : les tuyaux et tubulures, les coupe-froid, les cadres de fenêtres, les revêtements plastiques, les rubans adhésifs et les gaines de câbles.
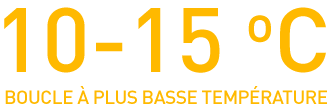
Le schéma suivant décrit les étapes du processus d’extrusion du plastique :
Les granulés thermoplastiques sont acheminés par gravité depuis une trémie montée en hauteur jusqu’au cylindre de l’extrudeuse. Une vis rotative fait avancer les granulés dans le cylindre, qui est chauffé à la température de fusion souhaitée grâce à des résistances. Une chaleur supplémentaire est générée par la forte pression et les frictions à l’intérieur du cylindre.
À l’avant du cylindre, le plastique fondu quitte la vis et passe par un filtre qui élimine tous les contaminants. Une fois passé par la grille, le plastique fondu entre dans le moule qui forme le produit fini.
Le produit doit être refroidi à la sortie du moule ; pour cela, il passe généralement dans un grand bain d’eau. Sur les chaînes d’extrusion de tuyaux ou de canalisations, le produit est souvent refroidi dans un bain d’eau scellé sous vide contrôlé afin d’éviter l’aplatissement du produit fondu à peine formé. Une fois le produit refroidi, il peut être mis en bobine ou découpé pour utilisation ultérieure.
Pour les produits tels que les feuilles ou les films plastiques, le refroidissement se fait via un jeu de rouleaux refroidissants. Dans le cas de l’extrusion de feuilles, non seulement ces rouleaux assurent un refroidissement suffisant, mais ils déterminent également l’épaisseur de la feuille et la texture de la surface.
REFROIDISSEMENT POUR LE PROCESSUS DE MOULAGE DE PLASTIQUE PAR EXTRUSION
Le moulage par extrusion et soufflage est couramment utilisé pour produire des bouteilles en plastique. En 2018, environ 508 milliards de bouteilles en plastiques ont été fabriquées, et ce chiffre devrait être de 583 milliards en 2021. La quasi-totalité de ces bouteilles ont été fabriquées par soufflage. La plupart des bouteilles en plastique destinées au marché des boissons sont fabriquées en polyéthylène téréphthalate (PET).
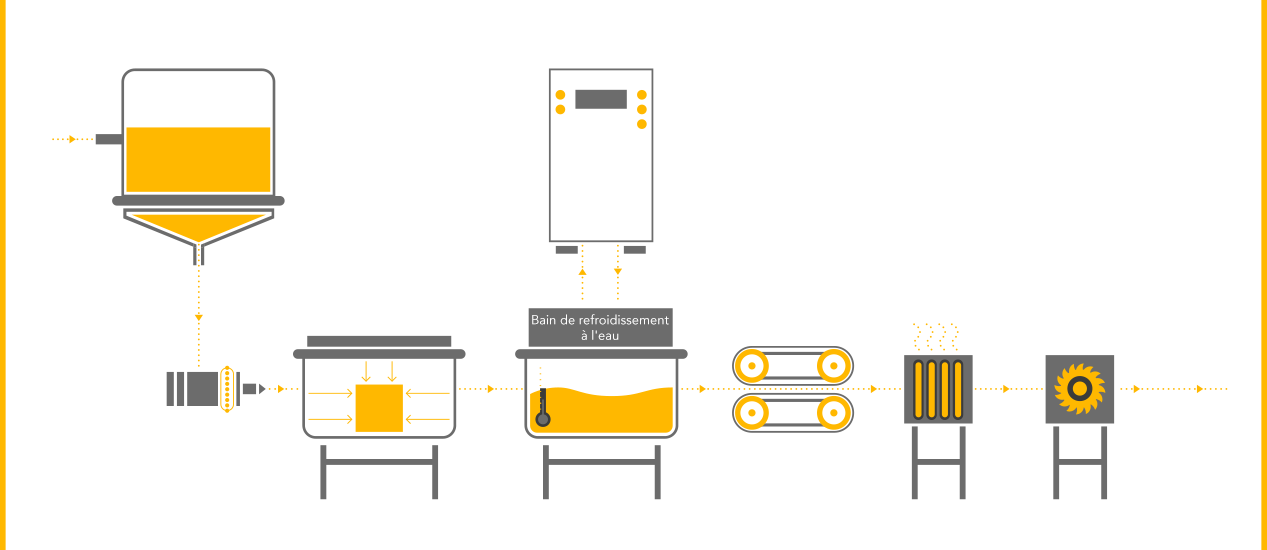
Le schéma suivant décrit les étapes clés du processus de moulage par extrusion et soufflage :
Dans le processus ci-dessus, le plastique est fondu et un processus d’injection/extrusion crée un petit tube creux appelé paraison (ou pré-forme).
La paraison est introduite dans un moule métallique contenant des canaux de refroidissement. De l’air comprimé sec et propre est envoyé dans la paraison afin de la gonfler et de lui donner la forme du conteneur ou de la.
pièce creuse. Le plastique doit être refroidi avant d’être éjecté du moule. Voici un exemple typique de moule :

Le refroidissement est une étape essentielle du processus de moulage par extrusion et soufflage. Le produit fini est techniquement « figé » dans les cavités du moule à l’aide d’eau froide circulant dans les canaux de refroidissement.
Étant donné que ce processus utilise généralement une technique de moulage par injection pour former la paraison, la charge thermique du circuit hydraulique de la presse doit être éliminée.
Le moule dans lequel le produit fini est refroidi avant l’éjection a besoin d’une capacité de refroidissement plus précise. Les exigences en matière de refroidissement du moule sont généralement les suivantes :
- Température de l’eau de refroidissement généralement comprise entre 10 et 15 °C.
- Écart de température d’environ 2 °C.
- Pression d’eau constante d’environ 5 bar.
Lors du calcul de la capacité de refroidissement requise pour le moule de soufflage, il est nécessaire de connaître la température du moule et la quantité de plastique soufflé par heure. Il est ainsi possible de calculer la charge thermique, en kcal/h, à éliminer du moule. Pour plus d’informations sur les différentes capacités, contactez votre représentant Parker local.
POURQUOI CHOISIR LES REFROIDISSEURS PARKER ?
Les refroidisseurs Hyperchill et Hyperchill Plus garantissent un fonctionnement sûr et fiable dans diverses conditions de travail, telles que celles généralement rencontrées dans les secteurs de la brasserie et de la distillation.
Les caractéristiques de conception des produits Parker peuvent fournir des avantages considérables aux utilisateurs finaux des secteurs de la brasserie et de la distillation. Les caractéristiques et les avantages clés pour ces secteurs sont les suivants :
- Configuration associant un réservoir d’eau de grande capacité à un condenseur/évaporateur de grande taille pour maintenir la capacité de refroidissement même en cas de changements rapides de la charge et de la température de l’eau.
- Fiabilité élevée et gestion énergétique pour réduire le coût total de possession.
- Options à basse température d’eau (jusqu’à -10 °C) pour un meilleur refroidissement.
- Panneau en acier inoxydable et IP élevé pour un fonctionnement simplifié en environnement humide.
- Refroidisseurs entièrement compatibles avec le mélange glycol/eau pour les applications exigeantes comme le refroidissement du moût.