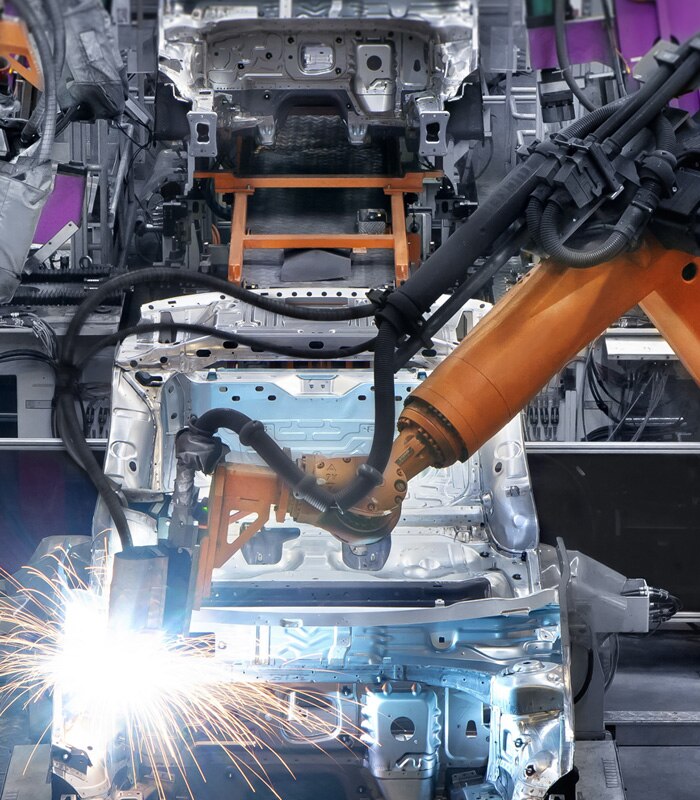
SECTEUR DE LA DÉCOUPE LASER
Les lasers sont devenus un outil universel dans de nombreux secteurs manufacturiers. Ils sont couramment utilisés dans le traitement des métaux et d’autres matériaux. Ils sont couramment utilisés dans les applications suivantes : découpe, soudage, brasage, traitement de surface, marquage, micro-usinage, ablation au laser pulsé, lithographie et alignement.
Le marché mondial des machines de découpe laser devrait représenter 5,7 milliards de dollars en 2022, avec un taux de croissance annuel composé de 9,3 % entre 2016 et 2022.
Parmi les principaux fabricants de machines de découpe laser, nous pouvons citer :
- Rofin-Sinar
- Trumpf
- Amada
- Bystronic
- Mazak
Les méthodes de traitement laser présentent de nombreux avantages par rapport aux approches mécaniques traditionnelles. Il s’agit de :
- Haute précision lors de la manipulation de divers matériaux.
- Finition haute qualité et surfaces de coupe propres.
- Fabrication de structures petites et fines.
- Pas de contrainte mécanique causée par des forets ou des lames.
- Vitesse de traitement et cadence plus rapides.
- Possibilité de découper le matériau sans le manipuler.
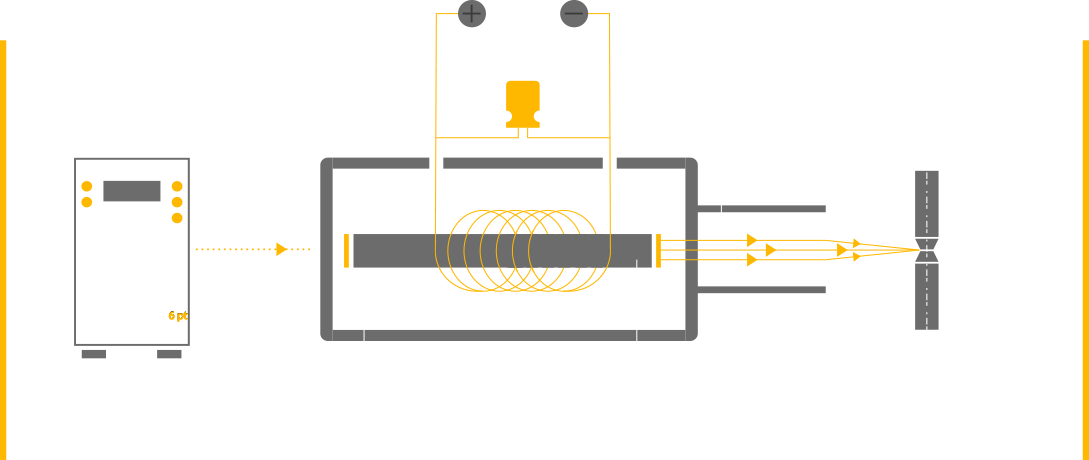
Les techniques laser utilisent généralement des intensités optiques élevées sur une zone concentrée du matériau. Ces niveaux d’énergie élevés génèrent une chaleur intense (éventuellement une évaporation) et du plasma. Ces niveaux d’énergie peuvent être contrôlés pour manipuler le matériau, ce qui permet de le découper, de le graver, de le marquer etc. La grande cohérence spatiale du faisceau laser permet de le concentrer ou de le pulser pour un traitement précis du matériau.
Les refroidisseurs jouent un rôle important dans les applications laser. Pour garantir un fonctionnement fiable, plusieurs composants du système de traitement doivent être refroidis. Sans élimination suffisante de la chaleur, la découpe peut perdre en précision et le laser peut se déformer. À long terme, cela peut également causer des temps d’arrêt coûteux et augmenter les coûts de maintenance de la machine.