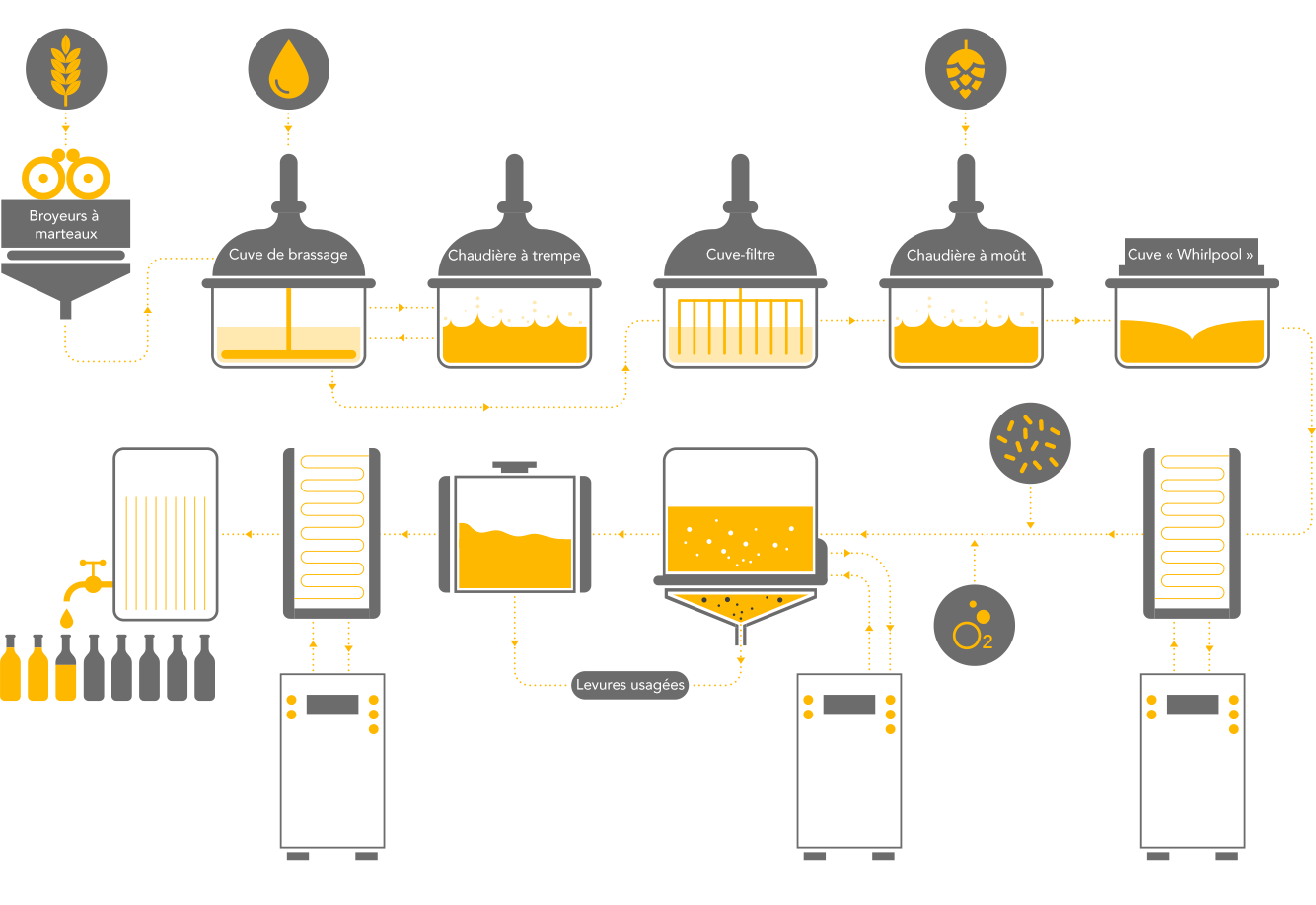
Pendant les étapes initiales du brassage, les grains sont moulus pour former la mouture. Celle-ci est transférée vers la cuve de brassage, et on ajoute de l’eau chauffée. Pendant le brassage, les enzymes naturelles de la mouture décomposent l’amidon du malt en sucres fermentables. Le mélange est alors pompé dans la cuve-filtre, où une liqueur sucrée (le moût) est séparée de la mouture.
Le moût est envoyé vers une chaudière et porté à une température d’ébullition contrôlée d’environ 60 °C avant l’introduction du houblon. Après l’ébullition, les résidus de malt et les particules de houblon sont éliminés.
Le moût chaud est refroidi rapidement, pour les raisons suivantes :
- S’il est refroidi trop lentement, l’oxydation peut le détériorer. Un refroidissement rapide réduit les dommages liés à l’oxydation et les arômes indésirables dans le produit.
- Le moût produit des traces de sulfure de diméthyle (DMS) pendant le chauffage. Le point d’ébullition du DMS étant bas, il s’évapore du
moût chaud. À mesure que le moût refroidit, il continue à produire du DMS. Un refroidissement lent permet au DMS de s’accumuler en raison d’une faible évaporation. Une teneur importante en DMS dans la bière peut ajouter des arômes indésirables et gâcher le produit. Un refroidissement rapide du moût à 25 °C environ minimise l’oxydation et les niveaux de DMS,pour un meilleur profil aromatique du produit fini.
- Un refroidissement rapide créer un « choc thermique » qui précipite les protéines dans le moût. Un refroidissement pas assez rapide cause un « trouble
colloïdal » dans le produit fini. Les protéines résiduelles peuvent précipiter lorsque le produit est refroidi avant consommation. Ce phénomène est souvent considéré comme indésirable,
surtout si le produit doit être transparent.
Comment refroidir le moût ?
La plupart des brasseries font passer le moût par un échangeur thermique à simple ou double plaque. Cette application est exigeante ; il s’agit d’éliminer rapidement du processus une charge thermique considérable. Pour une meilleure capacité de refroidissement, on utilise couramment un mélange glycol/eau dans le circuit d’eau. On utilise généralement un échangeur thermique à double paroi de catégorie alimentaire pour éviter toute contamination entre le moût et le liquide de refroidissement.
Lors du choix du refroidisseur pour le moût, il convient de tenir compte des paramètres suivants :
- Volume global de moût à refroidir (souvent indiqué en BBL/Barrels).
- Temps de refroidissement nécessaire pour optimiser le processus.
- Température initiale et température finale souhaitée du moût.
- Le refroidisseur sera-t-il également utilisé pour d’autres processus du brassage ?
Pour plus d’informations sur les tailles de refroidisseurs, veuillez consulter votre spécialiste local Parker.