LASERSCHWEISSEN
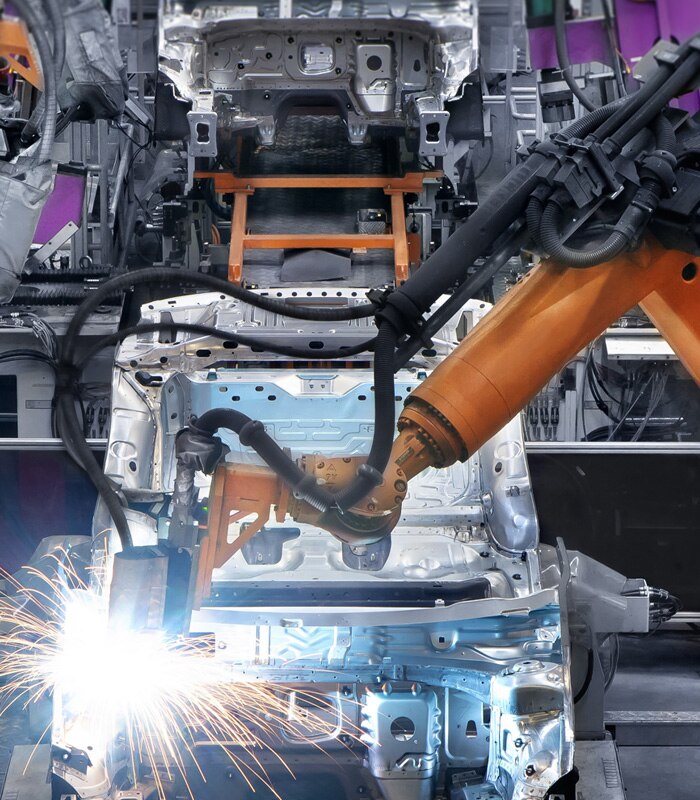
Laserschweißen (LBW) ist eine Technik, bei der mehrere Metallteile und Thermoplaste mithilfe eines Lasers verbunden werden. Das Laserschweißen ist ein vielseitiger Prozess, der das Schweißen von Kohlenstoffstählen, Edelstahl, Aluminium und Titan ermöglicht. Der Prozess wird häufig für die automatisierte Fertigung mit hohen Durchsätzen verwendet, z. B. in der Automobilindustrie.
Der von der LBW-Maschine erzeugte Laserstrahl bietet eine konzentrierte Wärmequelle, die schmale, tiefe Schweißnähte und hohe Schweißgeschwindigkeiten ermöglicht.
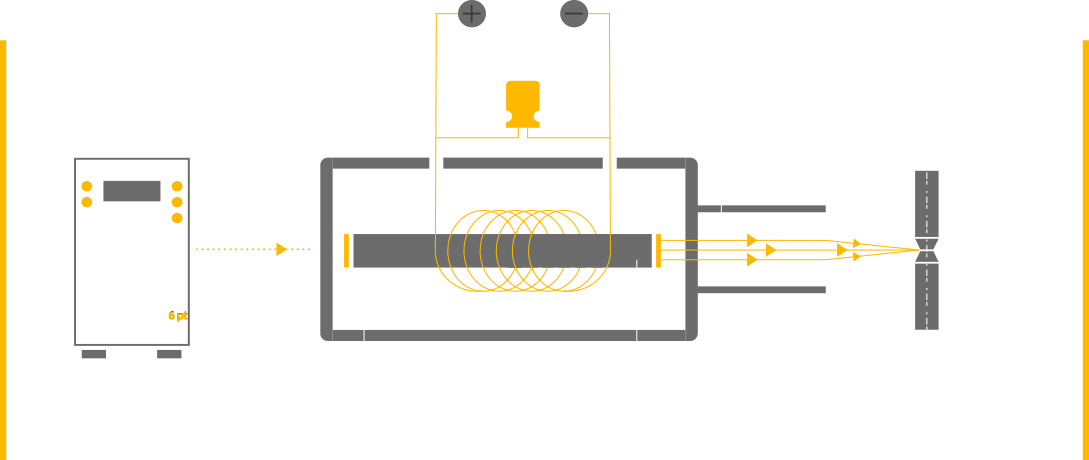
Das folgende Schema zeigt die Versorgung des LBW-Resonators und der Linse mit Kühlwasser:
Die Leistungsdichte beim Laserschweißen ist hoch und bewegt sich in der Größenordnung von 1 MW/cm². Diese Energiekonzentration führt zu einem punktuellen wärmebeeinflussten Bereich, der auf das Zielmaterial fokussiert werden kann. Die Laserstrahlgröße variiert zwischen 0,2 mm und 13 mm, wobei die Eindringtiefe sich proportional zur eingespeisten Leistung verhält.
Je nach der Anwendung kann ein kontinuierlicher oder Impulslaserstrahl verwendet werden: Millisekunden lange Impulse werden verwendet, um dünne Materialien wie Rasierklingen zu schweißen, während kontinuierliche Lasersysteme für tiefe Schweißnähte verwendet werden.