HYPERCHILL ANWENDUNGEN

POSITION WÄHLEN
Kunststoff ist einer der größten und wichtigsten Märkte für die Prozesskühlung und eine präzise Kühlung ist ein kritischer Erfolgsfaktor bei der Herstellung von Formkunststoffen. Die präzise Temperaturregelung gewährleistet:
- Formstabilität des Kunststoffprodukts.
- Verbesserte Qualität des Endprodukts.
Eine unzureichende Kühlung kann zu Oberflächenmängeln beim Endprodukt führen, z. B. Blasenbildung, Rauheit, Strukturmängel und Eintrübung.
Die gängigsten Formen der Kunststoffverarbeitung, die eine Präzisionskühlung erfordern, sind:
- Spritzgießen
- Extrusionsblase
- Blasformen/PET-Formen
Die Hyperchill und Hyperchill Plus Kaltwassersätze bieten eine ideale Lösung für den Kunststoffmarkt, indem sie ein „Komplettsystem“ bereitstellen, das alle Anforderungen des Kunden erfüllt.
KÜHLUNG BEIM KUNSTSTOFF-SPRITZGUSSVERFAHREN
In Kunststoff-Spritzgussverfahren wird ein bedeutender Anteil aller weltweit produzierten Kunststoffprodukte hergestellt. Die im Spritzguss hergestellten Produkte reichen von elektrischen Schaltern über Mülltonnen mit Rädern bis zu kompletten Fahrzeug-Armaturenbrettern. Der Prozess ist eignet sich sowohl für Thermoplast- als auch für hitzehärtbare Kunststoffmaterialien. Zu den häufig verwendeten Materialien zählen Polystyrol, ABS, Polyamide, Polypropylen, Polyethylen und PVC. Nahezu alle Fertigungsbereiche verwenden in irgendeiner Form im Spritzgussverfahren hergestellte Teile.
Das folgende Schema zeigt eine typische Kunststoffspritzgießmaschine:
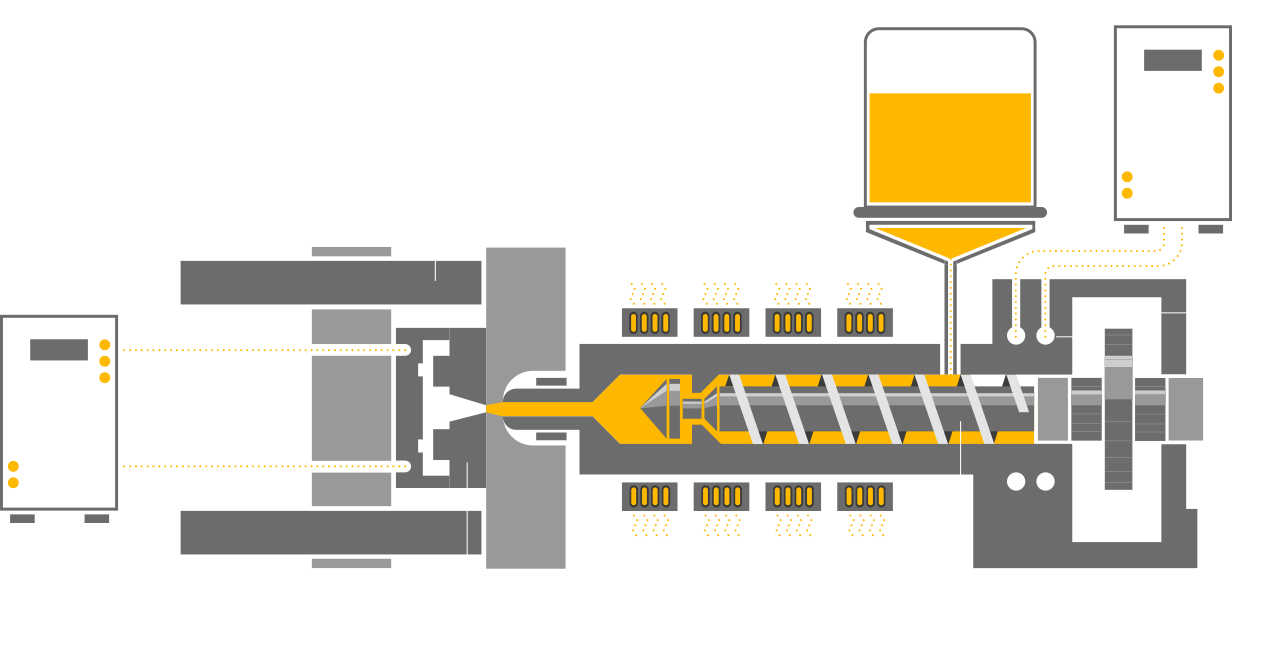
Die Kühlung ist für den Prozess unerlässlich und dient folgenden Zwecken:
- Kühlung der Form zur Reduzierung der Kühlzeiten vor dem Austrag des Endprodukts aus der Maschine.
- Ableitung der Wärmelast vom Hydraulikmotor-System der Maschinen, das für den Antrieb der mechanischen Teile verwendet wird.
SPRITZGIESSEN – KÜHLUNG DER FORM
Der Spritzgießprozess umfasst vier Phasen. Die Kühlungsphase ist für den Prozess von grundlegender Bedeutung und beinhaltet oft eine direkte Kühlung durch einen Kaltwassersatz.


Verschließen
Die beiden Hälften der Form müssen vor dem Einspritzen des geschmolzenen Kunststoffs durch die Schließeinheit fest verschlossen werden. Die Schließeinheit erzeugt eine ausreichende Kraft, um die Form während des Einspritzens in Position zu halten. Die Einrichtung der Schließeinheit dauert bei größeren Maschinen, die eine höhere Kraft erzeugen können, in der Regel länger.
Einspritzung
Kunststoffmaterial (meist in Form von Pellets) wird der Spritzgießmaschine zugeführt und tritt in die Schneckenbaugruppe ein. Auf das Rohmaterial werden Wärme und Druck angewendet, während es die Schnecke durchläuft. Der geschmolzene Kunststoff wird mit hoher Geschwindigkeit in die Form eingespritzt, wobei der Druck sicherstellt, dass die Form vollständig gefüllt wird.
Kühlung
Durch die Wasserkühlung der Form beginnt sich der Kunststoff sofort abzukühlen, sobald er die Innenfläche der Form berührt. Wenn der Kunststoff abkühlt, verfestigt er sich in der Form des gewünschten Teils. Während der Kühlung kann es zur Schrumpfung des Teils kommen. Die Packung des Materials in der Einspritzphase ermöglicht, dass zusätzliches Material in die Form fließt, was die sichtbare Schrumpfung reduziert.
Die Kühlung der Form ist wichtig, da das Produkt nicht ausgetragen werden kann, bevor es ausreichend abgekühlt ist. Die effiziente Kühlung steigert den Produktdurchsatz und beugt unnötigen Stillstandszeiten vor. Als primäres Kältemittel wird in der Regel Wasser verwendet. Wasser wird durch die Form geführt, um eine schneller Abkühlzeit zu erreichen. Eine verringerte Formtemperatur ist in der Regel effizienter und ermöglicht kürzere Fertigungszykluszeiten.
Austrag
Nachdem ausreichend Zeit vergangen ist, wird das gekühlte Teil über das an der Rückseite der Form befindliche Austragsystem ausgeworfen. Wenn die Form geöffnet wird, drückt ein Mechanismus das Teil heraus. Nachdem das Teil ausgetragen wurde, kann die Form wieder fest verschlossen werden, um den nächsten erneut einzuspritzen.
SPRITZGIESSEN – KÜHLUNG DES HYDRAULIKSYSTEMS
Spritzgussmaschinen verwenden in der Regel eine Hydraulikpumpe und einen Hydraulikkreis, um die Komponenten der Schnecke, Presse und Form sowie des Austragsystems anzutreiben. Hydraulikflüssigkeit wird durch eine Pumpe gefördert, die im Betrieb erhebliche Wärme erzeugt. Rund 1/3 der installierten elektrischen Leistung muss aus dem System abgeleitet werden, um mechanische Probleme zu vermeiden. Eine unzureichende Kühlung verhindert den optimalen Betrieb der Presse, was zu Problemen bei der Aufrecherhaltung der Form des Kunststoffs in der Form führt. Das Ergebnis einer mangelhaften Kühlungsqualität sind Verluste bei der Chargenqualität, höhere Ausschussquoten und häufigere Stillstandszeiten der Anlage.
Das Hydrauliksystem verwendet in der Regel einen Öl-Wasser-Wärmetauscher. In vielen Fällen kann ein Kaltwassersatz genutzt werden, um eine ausreichende Kälteleistung direkt an die Öl-Wasser-Wärmetauscher zu übertragen. Dies ist insbesondere in größeren Anlagen der Fall, in denen mehrere Maschinen in Betrieb sind.
Die Kälteleistung wird der Spritzgussmaschine in der Regel über zwei unabhängig Wasserkühlkreise zugeführt:

Kreis mit höherer Temperatur zur Kühlung der Hydraulikölanwendung. Kaltwassersätze werden oft in Verbindung mit freier Kühlung und einem Kühlturm als Teil des Systems verwendet, um mehreren Anwendungen Kühlung zuzuführen.

Kreis mit niedrigerer Temperatur zum Kühlen des Kunststoff-Spritzgießens. Das Kühlwasser wird in der Regel mit einer Temperatur von 10°C bis 15°C zugeführt.
Die Präzision der Kühlung ist nicht so wichtig wie bei der Hydraulikölanwendung. Kaltwassersätze werden oft in Verbindung mit freier Kühlung und einem Kühlturm als Teil des Systems verwendet, um mehreren Anwendungen Kühlung zuzuführen.
Die Temperaturregelung für die Kühlung der Form ist in der Regel kritischer. Eine präzise Kühlung ist wichtig, um die gewünschte Endqualität zu erzielen und die Produktivität zu steigern. In vielen Fällen wird für jede Spritzgussmaschine ein separater Kaltwassersatz installiert, um ein effektives Management der Wärmelasten sicherzustellen.
KÜHLUNG BEIM KUNSTSTOFF-EXTRUSIONSPROZESS
Das Kunststoff-Extrusionsverfahren wird in der Regel für die Massenfertigung verwendet, bei der Kunststoff-Rohmaterial geschmolzen und in einem kontinuierlichen Profil geformt wird. Typische Produkte aus extrudierten Kunststoffen sind: Rohre und Leitungen, Dichtungsprofile, Fensterrahmen, Kunststofffolien, Klebeband und Kabelisolierungen.
Das folgende Schema zeigt die Phasen des Kunststoffextrusionsprozesses:
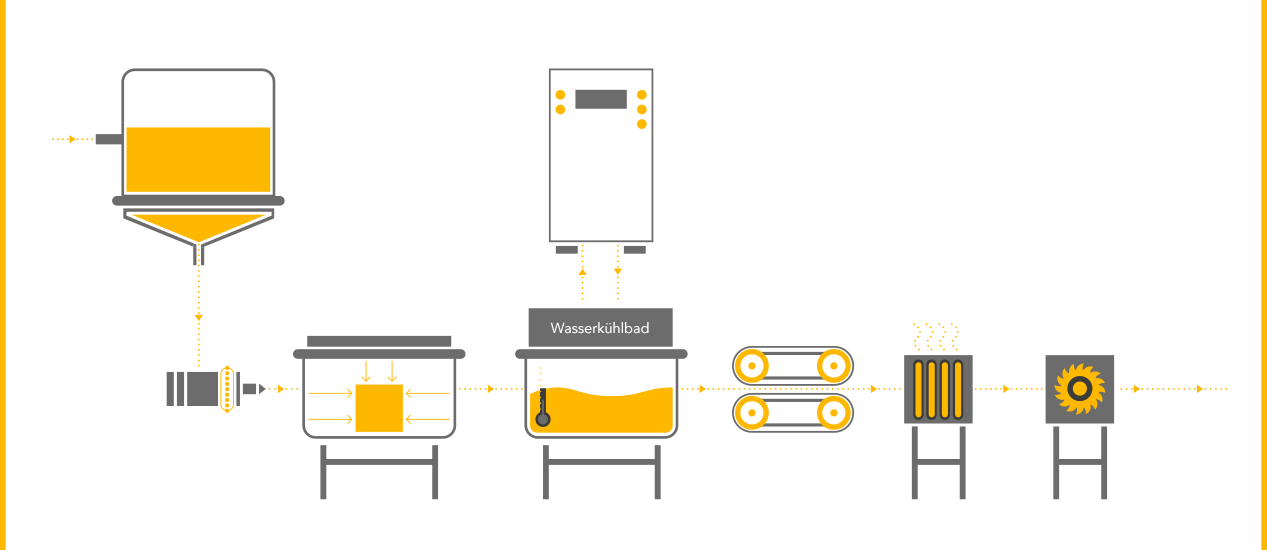
Thermoplastperlen werden durch Schwerkraft einem Trichter zugeführt, der über dem Extruderzylinder montiert ist und in diesen hineinführt. Eine rotierende Schnecke schiebt die Kunststoffperlen im Zylinder vor der durch Widerstände auf die gewünschte Schmelztemperatur erwärmt wird. Zusätzliche Wärme wird durch den hohen Druck und die starke Reibung im Inneren des Zylinders beigetragen.
An der Vorderseite des Zylinders tritt der geschmolzene Kunststoff aus der Schnecke aus und durchläuft eine Siebanordnung, um jegliche Fremdstoffe aus der Schmelze zu entfernen. Nachdem er die Lochscheibe durchlaufen hat, fließt der geschmolzene Kunststoff in die Form, in der das Produkt in die endgültige Form gebracht wird.
Das Produkt muss beim Verlassen der Form gekühlt werden; dies erfolgt in der Regel, indem der Kunststoff durch ein großes Wasserbad gezogen wird. Bei extrudierten Schlauch- oder Rohrleitungen wird das Produkt oft mit einem kontrollierten Vakuum in einem salzhaltigen Wasserbad gekühlt, um zu vermeiden, dass das neu geformte Produkt kollabiert. Nachdem das Produkt abgekühlt ist, kann es aufgewickelt oder zum weiteren Gebrauch in bestimmte Längen geschnitten werden.
Bei Kunststofffolien oder -filmen erfolgt die Kühlung, indem das Produkt durch eine Anordnung von Kühlwalzen gezogen wird. Bei der Folienextrusion sorgen diese Walzen nicht nur für die benötigte Kühlung, sondern bestimmen auch die Foliendicke und Oberflächenstruktur.
KÜHLUNG BEIM EXTRUSIONSBLASFORMEN
Das Extrusionsblasformen wird in der Regel verwendet, um Kunststoffflaschen für Getränke herzustellen. 2018 wurden rund 508 Mrd. Kunststoffflaschen produziert, und bis 2021 werden es 583 Mrd. sein. Nahezu alle Kunststoffflaschen wurden im Blasformverfahren hergestellt. Die meisten der für den Getränkemarkt bestimmten Kunststoffflaschen werden aus Polyethylenterephthalat (PET) gefertigt.
Das folgende Schema zeigt die wichtigsten Schritte beim Extrusionsblasformprozess:
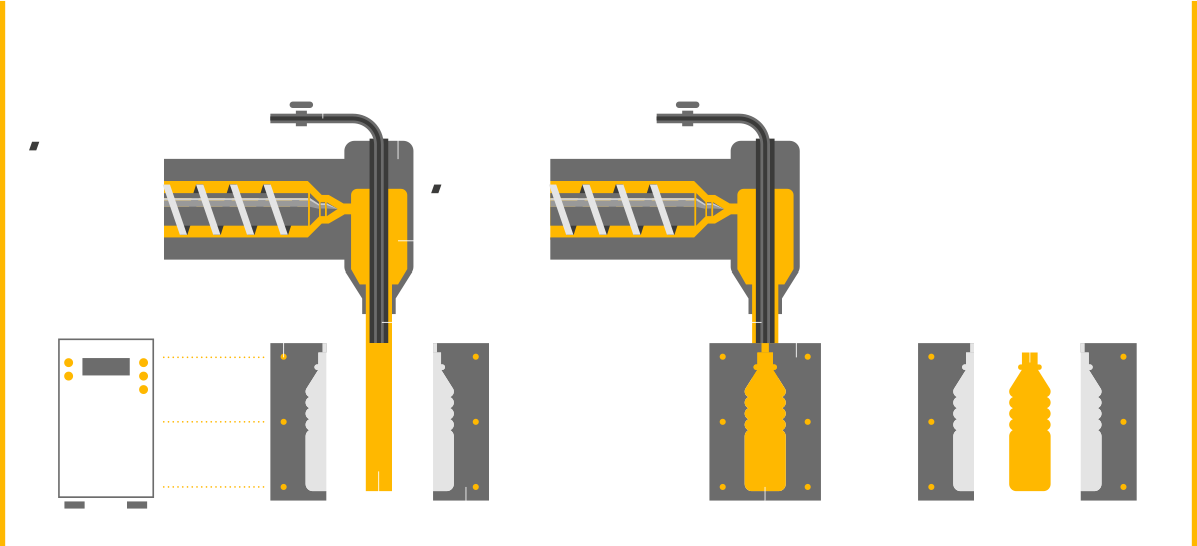
Beim oben dargestellten Prozess wird Kunststoff geschmolzen und mithilfe eines Einspritzextrusionsprozesses wird ein kleines, hohles Rohr erzeugt, das als Vorform bezeichnet wird.
Die Vorform wird erfasst und in einer Metallform mit Kühlkanälen platziert. Saubere, trockene Luft wird in die Vorform geblasen und bläst sie auf, sodass sie die Form einer Flasche, eines hohlen Behälters
oder eines Hohlteils annimmt. Der Kunststoff muss gekühlt werden, bevor das Produkt aus der Form ausgeworfen werden kann. Eine typische Form sehen Sie in der folgenden Abbildung:

Eine typische Phase beim Extrusionsblasformen ist die Kühlungsphase. Das Endprodukt wird technisch innerhalb der Formwände technisch „eingefroren“, indem Kaltwasser durch die Kühlkanäle geleitet wird.
Da beim Blasformen in der Regel eine Spritzgießtechnik zur Herstellung der Vorform verwendet wird, muss die Wärmelast aus dem Hydraulikkreis, der die Presse antreibt, abgeleitet werden.
Eine präzisere Kälteleistung muss an die Form abgegeben werden, die dafür zuständig ist, das Endprodukt vor dem Austrag zu kühlen. Die typischen Kühlungsanforderungen für die Form sind wie folgt:
- Typischer Wassertemperaturbereich von 10 bis 15 °C.
- Temperaturdiferenz ca. 2 °C.
- Aufrechterhaltung eines Wasserdrucks von ca. 5,0 bar.
Bei der Berechnung der erforderlichen Kälteleistung für das Blasformen müssen die Solltemperatur der Form und die Menge an Kunststoff berücksichtigt werden, die pro Stunde geblasen wird. Damit kann die Wärmelast in kj/h berechnet werden, die aus der Form abgeleitet werden muss. Weitere Informationen zur Auslegung erhalten Sie von Ihrem Parker Spezialisten vor Ort.
WARUM PARKER KALTWASSERSÄTZE?
Die Hyperchill und Hyperchill Plus Kaltwassersätze bieten einen sicheren und zuverlässigen Betrieb unter variablen Betriebsbedingungen, wie z. B. im Brauereiwesen und bei der Destillation.
Die Designmerkmale der Parker Produkte können Anwendern im Brauereiwesen und in der Destillationsindustrie erhebliche Vorteile bieten. Die wichtigsten Merkmale und Vorteile für die Industrie sind wie folgt:
- Die Konfiguration mit einem großzügig bemessenen Wassertank in Verbindung mit einem überdimensionierten Kondensator/Verdampfer ermöglicht es dem Kaltwassersatz, seine Kälteleistung auch bei schnellen Veränderungen der Last und der Wassertemperatur aufrechtzuerhalten.
- Hohe Zuverlässigkeit mit Energiemanagement zur Senkung der Gesamtbetriebskosten.
- Optionen für niedrige Wassertemperaturen (bis zu -10 °C) zur verbesserten Kühlung erhältlich.
- Edelstahlgehäuse und IP-Schutzart ermöglichen den problemlosen Betrieb in von Feuchtigkeit und Nässe geprägten Brauereiumgebungen.
- Die Kaltwassersätze sind voll kompatibel mit Glykol-/Wasser-Gemischen für anspruchsvolle Anwendungen wie die Würzekühlung.